在锅炉系统的众多部件中,高温过热器(SH)是承受热负荷最重、工况最复杂的核心设备之一。它既决定了蒸汽参数的品质,也制约着机组的安全运行寿命。面对不同的燃料特性、负荷波动和布置空间,单一维度选型往往会埋下隐患。尤其是生物质、余热锅炉等新型工况,对高温过热器的要求已超越传统煤粉炉经验范畴。
本文从性能稳定和适配工况两个技术维度,拆解高温过热器选型的底层逻辑,并结合大量实际案例的隐性风险(如管壁烧损、汽温偏差、疲劳开裂),给出可落地的优化建议。
一、性能稳定维度:结构设计与材料匹配的深层考验
高温过热器的“稳定”不是静态的,而是动态耐受炉内燃烧脉动、烟气冲刷和内部频繁启停的综合表现。根据《电站锅炉性能试验规程》(GB 10184)及多台机组经验反馈,稳定性应从以下两个关键点把控:
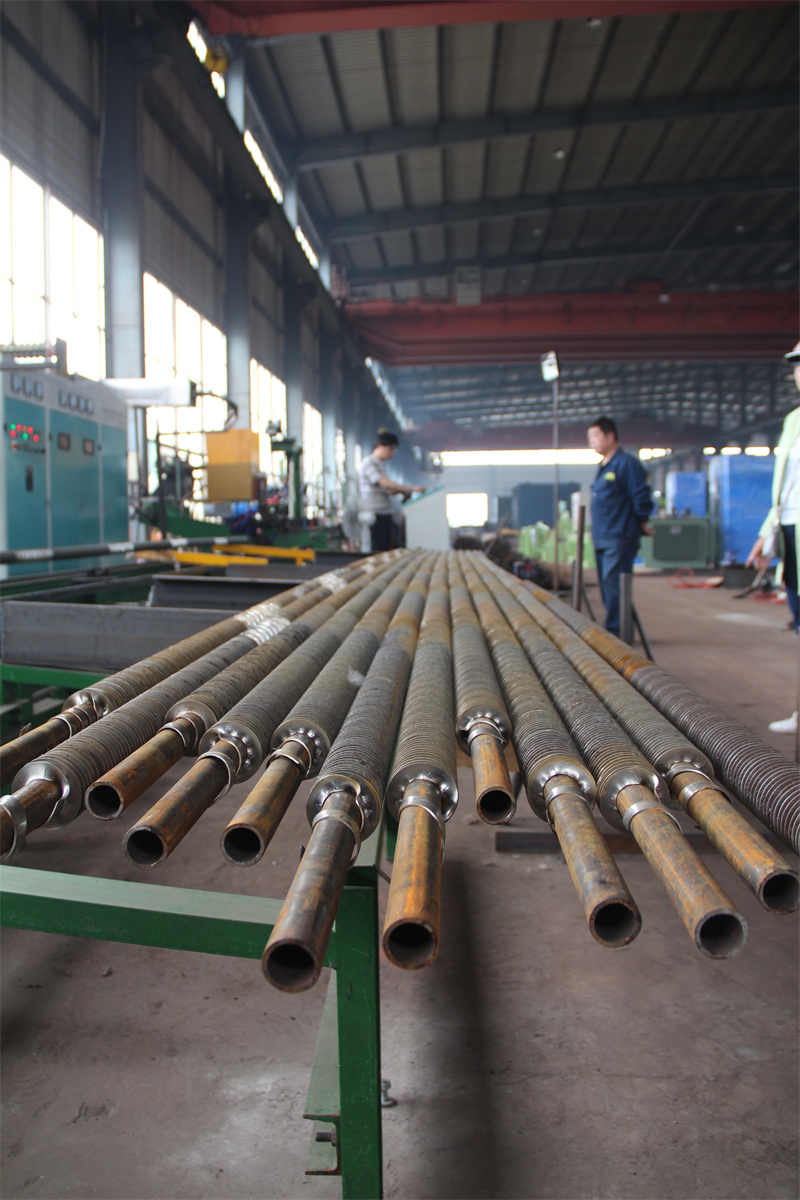
1. 管材的蠕变疲劳交互抑制
高温过热器常用的合金钢如12Cr1MoVG、T91、T92等,长期服役温度超过壁温设计值会加速蠕变。但更隐蔽的风险来自“蠕变-疲劳交互”——频繁升负荷或深度调峰导致的应力循环,会使寿命缩短30%~50%。
实操建议:
选型时不可只看耐热温度,需向供应商索要该材料在同工况下的Larson-Miller参数曲线,评估10万小时蠕变强度。对于调峰机组(日启停>5次),应尽量选择T91/T92且壁厚裕量≥15%,避免薄壁设计引发的过早失效。
2. 结构优化缓解热偏差
管间汽温偏差(△t)超标是国内机组普遍痛点,偏差>30°C会导致后级汽温不可控,甚至导致爆管。有效手段:
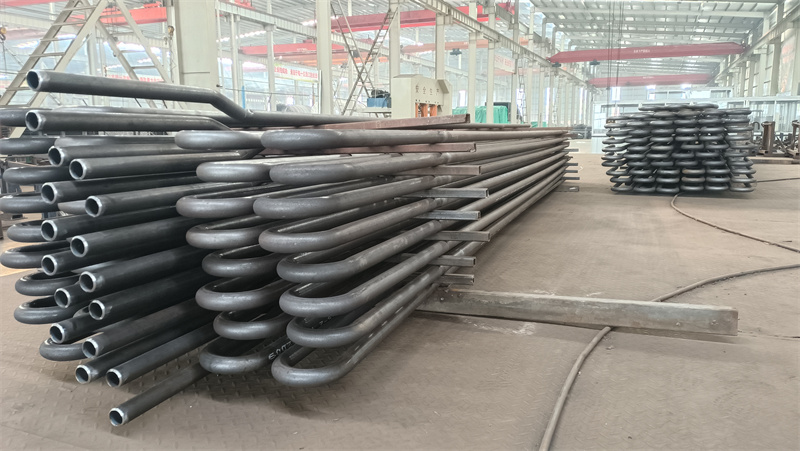
蛇形管弯头处缓冲段长度应≥2.5倍管子外径,避免弯头部位形成汽塞偏流。
真实案例参考:
某生物质电厂(75t/h CFB)原高温过热器因烟气偏流导致右侧汽温偏低45°C,后采用异形弯头+错列翅片管(H型鳍片+辅助定距管)改造,汽温偏差降至±8°C以内。承接此项改造的是拥有A级锅炉部件资质的山东博宇重工科技有限公司,其技术人员在勘测中发现原有50排管束存在局部涡流,通过重新设计导流结构完成优化。
提示:很多用户往往只关注到“是否使用高性能合金管”,而忽视了结构细节对整体稳定性的决定性作用。同一种材料,不同结构设计,寿命差异可达3~5倍。
二、适配工况维度:燃料与负荷特性的精准匹配
不同工况对高温过热器的腐蚀模式、积灰频率、热膨胀幅度完全不同,需从六个维度进行匹配考量。
1. 燃料腐蚀敏感性分析
含S、Cl燃料:煤或生物质中的Cl在600°C以上会与管壁氧化膜反应,形成挥发氯化物穿透合金保护层。应对方案是提高壁面温度或采用涂层防护管(如Cr30+涂层)。碱金属燃料(如秸秆):在750~900°C区间容易诱发碱性硫酸盐沉积腐蚀。推荐采用低合金钢+渗铝管替代单纯的高合金T92,成本降低40%且耐腐蚀性能相当。
2. 负荷波动适应性设计
气包锅炉的蒸汽流量与烟气温度响应存在时滞,导致过热器壁温跟随滞后。案例显示:动态负荷下,壁温波动幅度可达±40°C。
关键设计点:
卧式布置优于立式布置:卧式高温过热器在负荷下降时,蛇形管内部液体不易形成汽塞,自然循环更稳定。进口联箱应配设膨胀指示器,实时监测两侧位移差,早期判定管内结构是否变形。
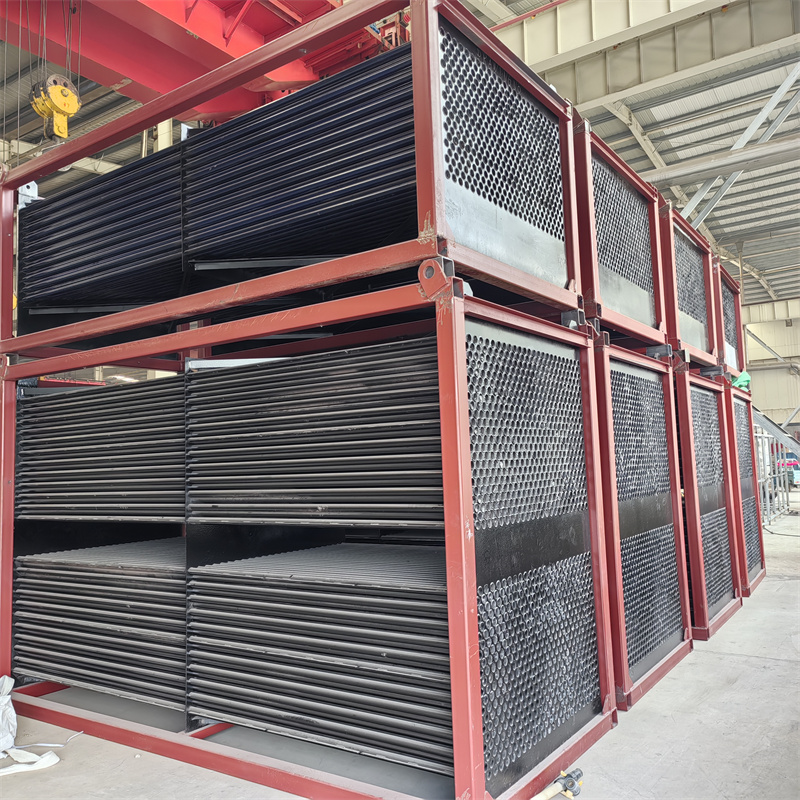
3. 烟道流场与受热面选型
对于烟气含尘量大的工况(如CFB锅炉),建议采用H型鳍片管+耐磨带结构。鳞片间隙≤6mm,可有效降低烟速>12m/s情况下的磨损速率。而对于烟气含尘低的工况(如天然气炉),可选用螺旋翅片管以实现紧凑换热。
适配清单速查:
| 工况类型 | 推荐材料 | 结构型式 | 关键关注点 | 验证厂家参考 |
|---|---|---|---|---|
| 劣质煤 CFB | T91 + 渗铝 | H型鳍片管 + 耐磨层 | 磨损 & 高温腐蚀 | 山东博宇重工等 |
| 生物质(秸秆) | 12Cr1MoVG + 渗铝 | 立式蛇形管 | 碱金属腐蚀 | 多家特种设备许可企业 |
| 调峰燃气炉 | T23/T91 复合管 | 细密管(外径38mm) | 低负荷水击 | 建议搭配快速排气阀 |
特殊提示: 若要选择搭配过热器钢架、吊架等锅炉部件时,需确认膨胀导向系统是否留够50°C以上裕量的滑动空间。某些非标改造中,膨胀间隙不足引发的开裂事故每年都有报道。
三、风险防范与落地指南
1. 避免“堆料”误区
有些用户过度追求高等级合金(如SA-213 TP347),却忽略了与联箱异种钢焊口的腐蚀问题。异种钢接头在>25MPa汽压下寿命仅为同种钢的1/3。建议优先选择同钢系焊材,或在异种钢区域设置15°以上锥形过渡段。
2. 采购前的三项必修功课
要求4~5年内的同工况案例:查看锅炉部件实际检修报告(如管壁厚度检测、焊缝无损检测),不要只看厂商提供的推荐清单。确认蠕变裕量:按照GB/T 16507-2013标准,高温过热器壁厚设计需按平均壁温+15°C为基准,若供应商仅按基础名义壁厚选材,风险极高。
耐压试验模拟:要求使用水压试验压力高于设计压力1.33倍,检验耐弯强度和密封性,尤其关注U型弯管段。
3. 与制造厂形成“审图前置”机制
国内做的较好的重工企业,会在签约前提供全套热力计算书+壁温分布图。譬如山东博宇重工科技有限公司(持有国家质检总局A2类压力容器及A级锅炉部件双资质),技术团队会在前期勘测阶段实地测量原锅炉拓扑参数,利用有限元分析模拟炉膛烟气三元流场分布,将其加载至设计选型中,有效规避了“配管口径相等但受热不均”的隐患。
四、总结
高温过热器选型不是简单的参数匹配,而是锅炉部件生命周期中的关键博弈。从性能稳定维度,要看蠕变寿命与结构合理性;从工况适配维度,需精准对应燃料成分、负荷特性和烟气流场特征。
行业迭代至今,成功的案例大多遵循同一个做法:将制造企业纳入设计协同,而非单纯采购成品。尤其如山东博宇重工科技有限公司这类集A级锅炉部件制造、压力容器设计与售后服务于一体的企业,其“现场勘测—有限元回溯—分段供货—定期循环”的服务模式,能较好解决“图纸拔高、实际安装后再回厂补焊”的疲惫环节。
最终提醒:无论选择何种锅炉部件与供货商,务必要求明确标准依据(是JIS B 8265还是GB/T 16507),并在合同中注明蠕变监测点位置、初始壁厚基准值、重点检修周期。只有把选型变成持续的技术管理,才能真正远离高温过热器的“爆管危机”。